
Chinese

New Product

COBRA265

COBRA365

TAIPAN265





LAUMAS(劳玛斯)称重传感器是如何生产制作的?
CBL 250-12500 轮辐式(压缩式)称重传感器诞生记
从加工钢制弹性体结构到包装和运输,再到应变计粘贴、配线、标定和测试等等,以下便是将简单的钢圆柱体转变成称重系统最重要部件的所有加工工艺流程。
目录
| 1. 下料、车削和铣削
2. 首次机械尺寸检查和清洗 3. 热处理 4. 抛光和喷砂 5. 尺寸和平整度检查 6. 硬度测试 7. 激光定位并打标 8. 超声波清洗 9. 什么是应变计及其工作原理? |
10. 使用有机溶剂清洗
11. 粘贴应变计 12. 配线 13. 标定 14. 温度指标检测 15. 灌封 16. 焊接 17. 测试称重传感器并打印证书 18. 包装和装运 |
称重传感器的加工从机械车间开始,17-4 PH不锈钢棒材在这里进行加工。
17-4 PH不锈钢,因为其良好的弹性和硬度,成为称重传感器的理想弹性体材料。
与适当的应变计匹配使用,会使传感器的滞后误差非常小。
这种特性使其即使在非常大的作用力下也能保持良好的弹性:在负载作用下变形,然后在负载释放后能恢复到初始状态。
所有棒材都要经过超声波设备的检验,以消除钢材中的任何瑕疵。然后在每根钢条上标注直径和铸造炉号,以便进行批次追踪。

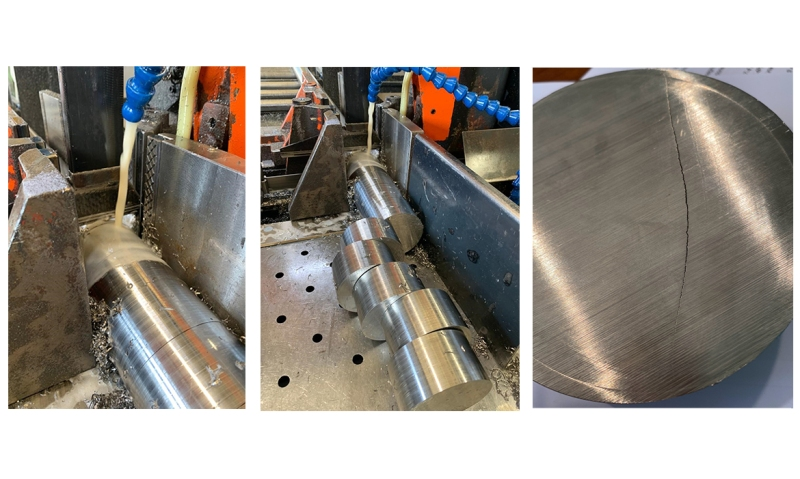
将棒材切割成圆柱体,然后逐个检查,确保没有 “裂缝”。
裂纹通常是肉眼不可见的细微裂纹,(但正是这种裂纹)可能会导致日后称重传感器制造或使用时出现问题。
检查合格后,圆柱体将分3个阶段进行加工:两个阶段在车床上进行,另一个阶段在铣床上进行。
称重传感器的弹性体结构加工完成,可以进入下一个制造流程。

在这三个加工过程中,圆柱坯体被去除掉的大部分的金属材料,成为“废料”(金属废屑),重量也会从2千克减少到650克。
车间收到称重传感器的弹性体毛坯后,将进行第一次机械尺寸测量。
操作者使用定期认证的量具检查尺寸是否在设计图纸规定的公差范围内。
为了清除所有加工杂质,会使用脱脂乳液在50℃的温度下对部件进行第一次清洗,时间为40分钟。
这只是称重传感器的第一次清洗,实际上它至少还要再清洗4次。
最后,通过手工方式逐个擦干所有清洁部件。

时效热处理的目的是释放并消除弹性体材料中残余的应力,并使称重传感器弹性体达到所需的硬度,从而改善其弹性。
时效处理是称重传感器弹性体加工的核心。
称重传感器弹性体被分批放入时效炉中,通过控制面板进行操作和管理监督,并生成图表和热处理合格证书。
用于这种处理的工业炉有两种:空气炉和马弗炉。
空气炉通过流动的空气,而马弗炉则使用螺旋加热元件产生热量。

对于特殊的称重传感器(如通过OIML R60认证的传感器),在老化之前还需要进行进一步的热处理:固溶处理。
在固溶处理过程中,称重传感器在1050°C的高真空工业炉中进行处理,然后在低温炉中冷却至-80°C。
高真空炉可确保称重传感器弹性体不变形,而低温炉中的热冲击可消除17-4 PH不锈钢中的参与热应力,从而使制作出的称重传感器具有更高的准确性和良好的线性。
预时效阶段是在加工前对毛坯件进行的,可消除称重传感器弹性体中的所有残余应力。
热处理后,需要对称重传感器弹性体进行抛光和喷砂处理。
抛光
借助研磨膏抛光弹性体表面,使其光亮并降低称重传感器弹性体的表面粗糙度,防止污物积聚,同时也便于清洁。
喷砂
使用喷砂机,操作者将玻璃微球喷射到称重传感器弹性体表面,使其表面出现凹坑、粗糙。
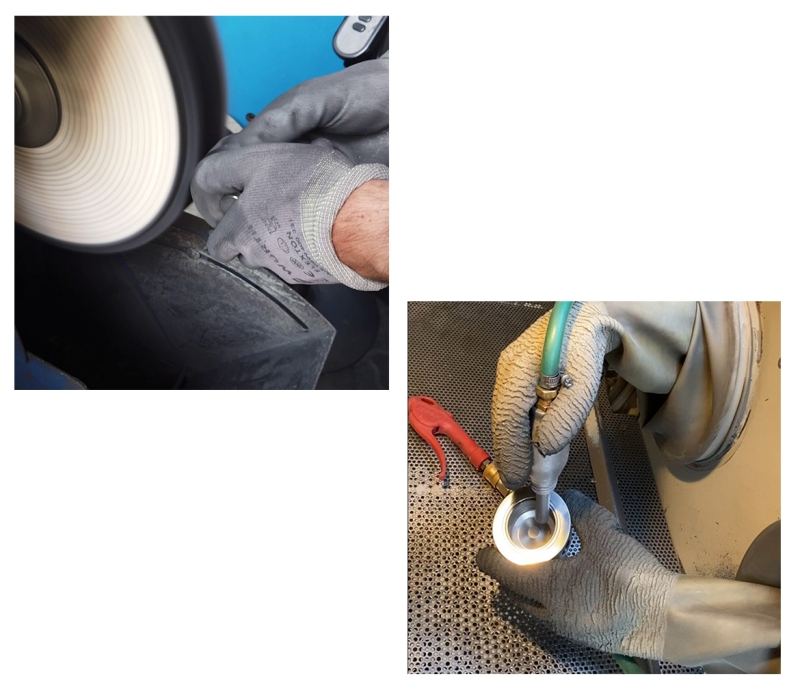
抛光处理是针对CBL 250-12500弹性体外表面进行,而其内表面则是进行喷砂处理,这样应变计就能更好地粘附着在称重传感器弹性体的应变部位,因为喷砂处理使其表面呈现凹坑、粗糙。
最后,在50°C下再次清洗称重传感器弹性体,彻底清除微球残留的碎砂和研磨膏残留的油脂。
清洗完成后,将称重传感器弹性体叠放在一起,注意在它们之间使用一层硅胶片隔开,这样可以在随后的生产线上避免划伤与磕碰。
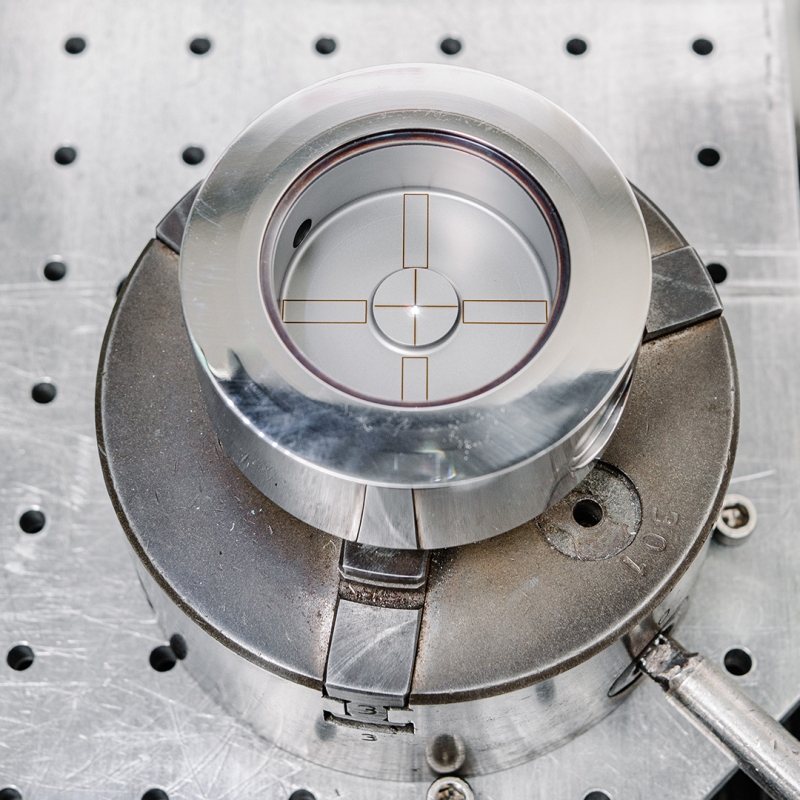
尺寸检查使用量具进行,而量具则是通过约翰逊量块进行校准的。
什么是约翰逊量块?
它们也被称为“表面平行度量块”,是厚度不等(0.01至10毫米)的磁性钢制平行六面体,经加工可获得两个完全平行的面。
通过将多个不同标称值的量块摩擦并吸附在一起的操作,可用于测量称重传感器膜片厚度。
约翰逊量块具有有效期。因此,应对其进行定期检查,以获得新的检定证书,或启用新的量块进行替换。

要检查平整度,可将称重传感器弹性体放在完全平整的表面(检测平台)上,用手指对其施力。
如果称重传感器弹性体发生移动,则说明支撑面并非完全平整,称重传感器将被废弃。传感器必须保持静止,否则将无法正常工作。

关于“是Johansson还是Johnson”?
最正确的说法是“约翰逊量块”,它以卡尔 爱德华 约翰逊的姓名命名,他于1897年创造了自己的第一套量块。
不过,随着时间的推移,“约翰逊量块”也变得很常见。
在抛光和机械检查之后,还要检查称重传感器弹性体的硬度。
随机抽查大约10%的工件,这足以确保整批工件符合所要求的参数。
在进行这项检测时,操作者会使用硬度计,这是一种带测试探头的机器,可以测量金属在老化处理后的硬度,并确认测量值满足要求。
可以使用不同的方法和测量仪来进行检查。根据测试探头的形状和材料以及施加的预应力和加载力,选择最合适的方法。
在本例中,选择的测量仪是 HRC(洛氏硬度)硬度计,这是一种用于硬化钢件的测量仪。
现在,称重传感器弹性体已准备就绪,随后便可以进行贴片轴线定位和划线。

定位和打标都通过激光打标机完成,它可以刻印任何材料,效果清洁、精确。
打标
打标机从一个称重传感器移动到另一个称重传感器,并在每个称重传感器上刻出带有铭牌数据的特定标签,以确保产品的可追溯性。
完成所有机械检查后,再次清洗称重传感器。
这次使用的是工业级超声波清洗机,以确保零件完全没有油污。
操作者将大约10公斤的称重传感器弹性体放入篮子中,然后将其放入温度为70°C的水中。在这里,称重传感器弹性体会受到一系列70Hz的超声波冲击,持续2-5分钟,然后冲洗干净。
冲洗后,抛光和喷砂的效果呈现出明显的不同。
抛光过的称重传感器表面光滑,水会立即流走;而喷砂过的称重传感器弹性体表面具有凹坑且粗糙,水会滞留在表面,需要较长时间才能蒸发掉。

应变计是由康铜线(铜和镍的二元合金)组成的微小栅格,是称重传感器的敏感测量元件。
它粘附在称重传感器弹性体应变槽内,跟随其表面的变形而变化。
应变计发生变形时,会引发电阻变化,从而产生与施加在称重传感器上的力成正比的电信号。
这些变化通过惠斯通电桥电路进行测量。
惠斯通电桥用电线和印制电路板(PCB)将多个应变计相互连接起来,共同检测以mV/V(毫伏/伏)为单位的电信号变化的变形量。
现在,称重传感器生产进入了最精密的工序。在这里,应变计由熟练的专业技术工人进行挑选、定位和粘贴。
该工序的环境因素始终处于最严格的控制之下:室内温度始终保持在20°C至24°C,湿度保持恒定,没有任何灰尘。
对一切进行仔细监测,避免对应变计及其隔离的任何影响。
尽管如此,在应变计粘贴之前仍然需要对称重传感器进行清洗。
技术工人使用两种产品进行手工清洁:清洗剂和中和剂。
清洗剂
清洗剂是一种磷酸化合物,可轻微腐蚀称重传感器弹性体的表面,使其完全没有油污。
技术工人将一滴清洗剂滴入槽内,彻底清洁应变槽,然后用纱布擦干残留物。


中和剂
中和剂用于阻止清洗剂引发的化学反应,并为粘贴应变计创造最佳的清洁条件。
中和剂在清洗剂之后使用,有助于确保称重传感器完全清洁:如果清洗剂有效,中和剂液滴会立即在应变槽表面蔓延。
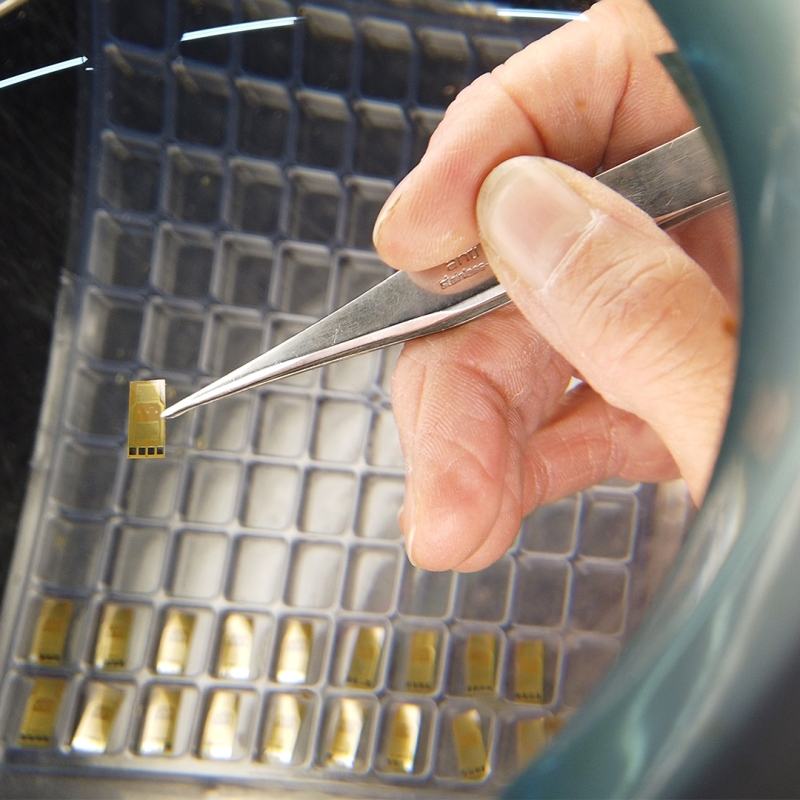
现在,技术工人就可以着手粘贴工作了。
这是称重传感器生产中最重要的一步。
正是因为技术娴熟的操作者手工完成的粘贴工作的精准性,确保了称重传感器在重复性、线性和综合误差方面的最佳呈现。
首先,操作者从包装中取出应变计,将它们在玻璃片上摆成一排,然后在上面贴上耐高温的聚酯薄膜胶带。
然后,在应变计一面刷上胶水,同时将胶水涂抹在经激光打标的应变槽内侧。
等待4-5分钟,让胶水中的溶剂充分挥发,这样应变计就能与称重传感器弹性体完美贴合。

最后,将应变计准确地放置在称重传感器上,同时参照应变计丝栅边上的小箭头和应变计的定位标线。
贴片后,在其表面覆盖一层聚酯薄膜胶带进行保护,并在其上依次放置以下物品:


将称重传感器集中在一个特制的压力容器中,然后用扭矩扳手将头部的螺丝拧紧到正确的扭矩值。
这样,可以让操作者知晓并控制施加的紧固力,避免损坏应变计和改变称重传感器的零点。
称重传感器组在175°C下进行固化处理。
通过这种方式,贴片胶水蒸发加上特制容器的施压会使称重传感器弹性体和应变计成为不可分割的整体。
粘贴应变计后,即可进行称重传感器配线工作。
首先,操作者从应变计上取下保护层和聚酯薄膜胶带,检查是否充分粘贴在称重传感器弹性体上。
然后,在应变计的焊盘上添加焊锡以粘合线缆并进行接线。
每上一次焊锡,就连接一根线缆,需要清洁应变计,以去除焊锡产生的任何残留。
本项操作适用于所有的4片应变计。
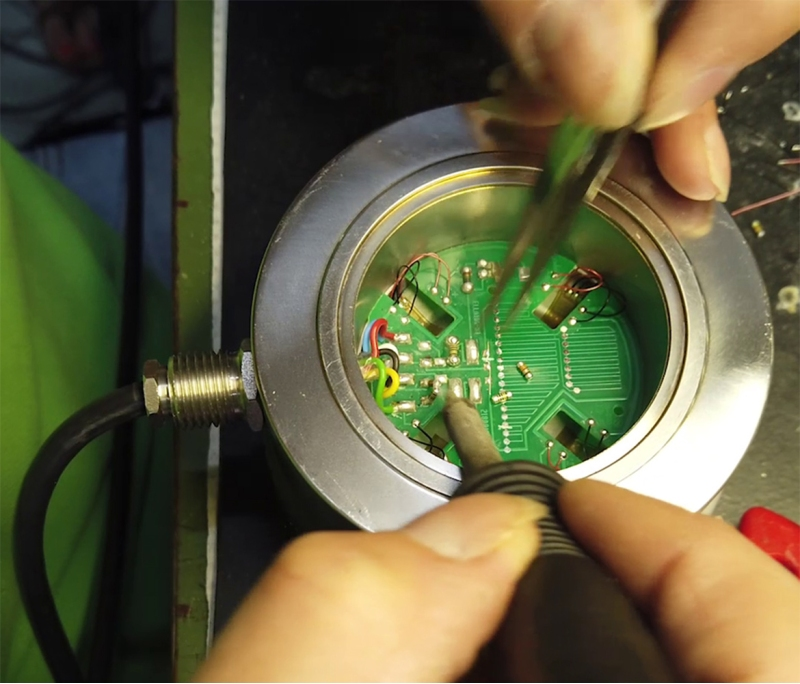
现在,操作者可以将线缆连接到专为CBL称重传感器设计的印制电路板上,并形成惠斯通电桥。
配线完成后,将一根6芯线缆插入称重传感器,并在弹性体和电缆屏蔽之间放置一小块热缩护套,以防止线缆与称重传感器弹性体接触。
6芯线缆成对使用:

最后一步,焊接并联电阻,以补偿温度变化导致的弹性体材料弹性模量的微小变化。
配线完成,进行最后的检查。
标定的目的是测量称重传感器在加/卸载各10个点的反应输出,测量值以mV/V为单位。
称重传感器的反应输出必须与施加的负载成正比,即线性输出(从0到最大量程)。

机电设备(在其他情况下可以是液压设备或静载设备)向称重传感器施加与其最大量程相对应的力,并将其输出与经过校准的称重传感器(称为“标准传感器”)进行比对。
测试结束后,测试设备会输出一份报告,向操作者提供为补偿称重传感器的零点平衡和额定输出需要的电阻值。
零点平衡(或称“称重传感器零点”)是指称重传感器在不受力后的输出值,即传感器上没有负载。
为此,操作者将电阻并联在PCB上,以平衡惠斯通电桥。
以mV/V为单位的额定输出是称重传感器在施加最大负载时的输出值除以供电电压。
额定输出也可通过电阻器进行补偿。根据标定测试得出的值,操作者添加补偿称重传感器所需的电阻器,直到正确的输出值(2mV/V±0.0200)。
称重传感器被放置在恒温箱中,在此进行温度检测,以实现传感器的零点温度漂移补偿。
每个温度测试周期大约持续6/8个小时,分别在+20°C、-10°C、+50°C温度下测量称重传感器的零点,最后回到+20°C温度下再次测量。
恒温箱检测软件通过算法计算出阻值,以便操作者在PCB中插入的电阻器确保称重传感器在-10°C和+50°C温度下测量出相同的零点值。
对于CBL称重传感器,为了获取必要的电阻值,零点温度补偿是通过直接在PCB上断开相应线路的方式来实现的。

在引入补偿电阻后,称重传感器将再次通过机电设备进行最终测试,或获得进行重新补偿的数据。
在灌封的第一步,是将称重传感器侧放,然后将环氧树脂浇注在配线阶段已焊接到PCB上的电缆入口处。
环氧树脂必须经过至少8小时固化,使其变得坚硬、不易破损,并确保电缆接头的密封性,防止水或湿气进入。
灌封的第二个阶段,将称重传感器平放,然后将树脂倒入槽中,直至应变计、导线和PCB板完全浸没。
尽管为了应变槽内使用的树脂允许有必要的机械变形,从而比电缆孔内使用的树脂更软、更有弹性,但固化时组件仍需保持完全静止,并受到保护,避免因振动导致的渗入或损坏。

树脂完全固化后,操作者将应变槽的膜片放入称重传感器的凹槽中。
膜片是针对每种类型的称重传感器专门设计的,采用与传感器弹性体相匹配的弹性材料制作,不会对称重传感器的综合误差、重复性和线性误差造成任何影响。
操作者将称重传感器放在四轴焊接机上,采用激光焊接方式对膜片进行焊接。
焊接机首先进行点焊,然后按顺时针方向进行第一次、再按逆时针方向进行第二次焊接,以完成焊接过程,确保焊接质量完美,符合IP68/IP69K标准。
采用激光焊接意味着焊接质量更高、焊缝更小且无需添加材料。与TIG(钨极惰性气体保护焊,氩弧焊)焊接不同,激光焊接不会过度加热弹性体,而TIG焊接焊缝更宽、熔深更浅。
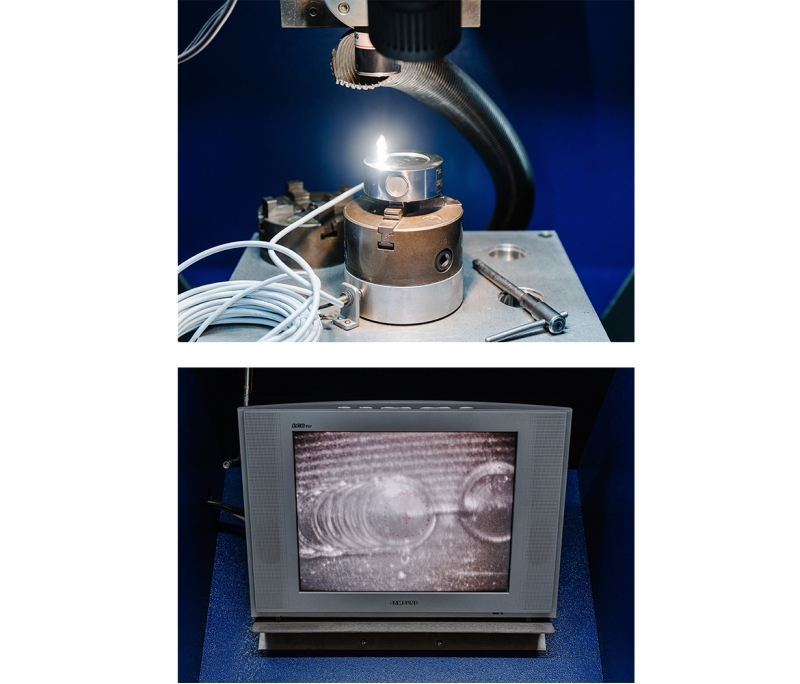
在此操作中,称重传感器的零点是要实时监控的。
同时,焊接设备操作屏上展示的放大10倍的称重传感器焊缝图像,也便于操作者对焊接的进度和完整性进行最佳控制。
该测试是称重传感器包装和装运前的最后一项测试。
特别是对称重传感器的基本电气特性的测试,是便于找出产品最明显的故障和缺陷的。
所使用的测试设备包括数字万用表和由继电器控制的专用工装,可根据测试的参数改变接线方式。
操作者扫描称重传感器的条形码,将其记录在软件上,然后通过鳄鱼夹将其连接到测试设备上,每条线上夹一个鳄鱼夹。
最后,通过测试软件整理数据:
启动检测。

测试设备检查:
如果软件显示所有值都在参数范围内,则测试通过。
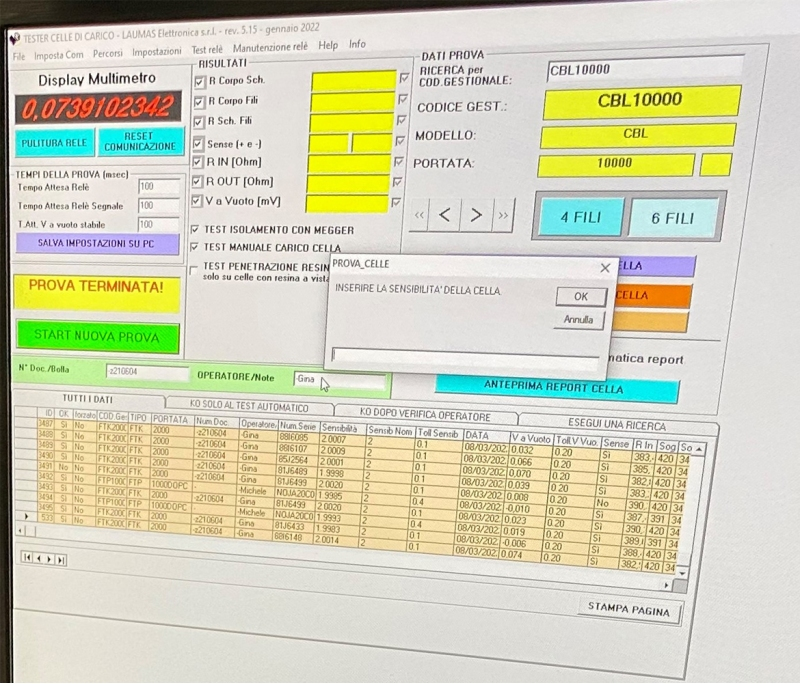
在每次测试结束前,还要进行额外的手动测试。操作者用手向称重传感器施加压力,并确认万用表的数值是否因施加的力而发生变化。
最后,可以打印测试证书并将其贴在称重传感器上。其中包括测试值和需要满足的参数值。

称重传感器终于可以包装和发货了。
操作者将指令发送给仓库,需要特别注意的是,所发送的序列号应与刚刚测试过的称重传感器上的序列号相同。
仓库工作人员将称重传感器从周转箱中取出,放入带有限位保护装置的特殊包装箱中。
该限位保护用包装材料由纸板和一层薄薄的高强度、可以像纸张一样处理的薄膜制成,因此完全可以回收利用。
限位保护装置是如何工作?
在折叠纸板的两端时,薄膜会拉伸并完全包裹住称重传感器,从而确保完美的稳定性,无需添加任何填充材料。
称重传感器在运输过程中不会移动,也不会受到任何撞击。

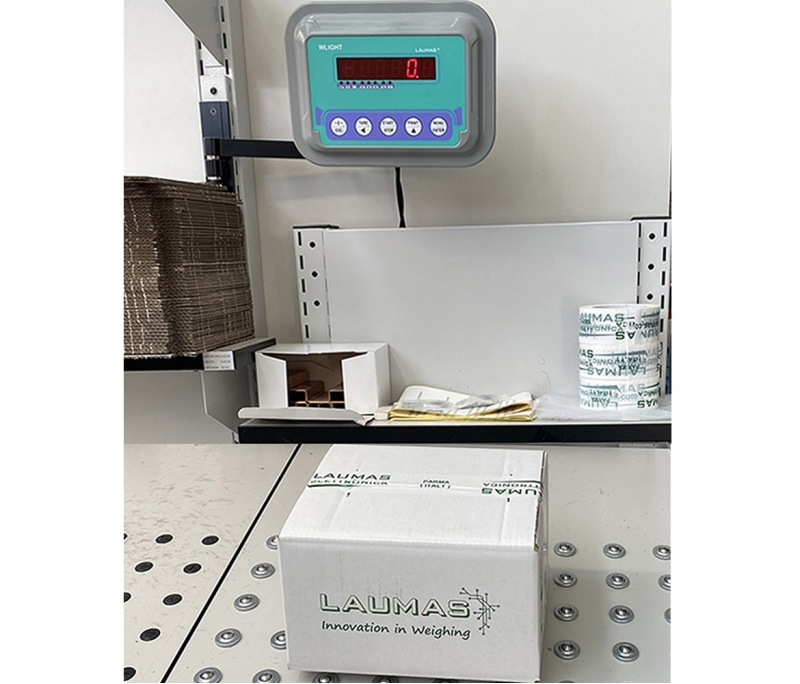
仓库工人准备包装,将称重传感器连同测试合格证书一起放入包装盒中。
准备包装的平台实际上是秤台,上面有许多滚珠,可以帮助包装滑到手推车上。
通过这个秤台,包装在准备过程中就已经被称重,WLIGHT重量显示器会显示并记录其重量。
随后,仓库工人就可以对包装进行密封,粘贴运输单据,注明包装内容和目的地,然后发货。
0531-82927711
地址中国山东省济南市国家海外人才离岸创新创业基地
Copyright @ 2026 劳玛斯(中国)营销服务中心 & 劳玛斯(济南)电子技术有限公司 All Rights Reserved. ICP:鲁ICP备2022024644号-1No:84471
劳玛斯(中国)营销服务中心 & 劳玛斯(济南)电子技术有限公司
Copyright @ 2026 劳玛斯(中国)营销服务中心 & 劳玛斯(济南)电子技术有限公司 All Rights Reserved
Headquarters address: 中国山东省济南市国家海外人才离岸创新创业基地